
Above: The Sherline 3700
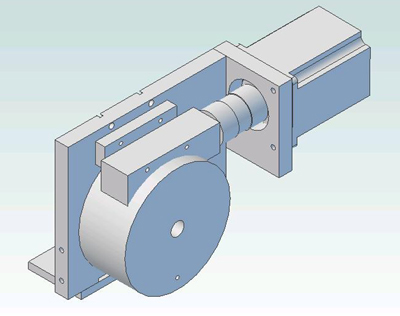
Right: The Sherline 3700 CNC version with a NEMA 23 motor mount.

Adapting a Sherline
Rotary Table for CNC
When I acquired my Sherline table top Mill I also picked up a #3700 rotary table for it. That was back in 1999 and, at the time, neither Sherline, or anyone else, offered a CNC version of it. While I had purchased a CNC 'kit' from Flashcut CNC for the mill there was nothing similar for the rotary table. I remember seeing something once that implied that you couldn't do a CNC conversion on the original table.Above: The Sherline 3700 Right: The Sherline 3700 CNC version with a NEMA 23 motor mount. |
|
 |
 |
 |
|
 |
 |
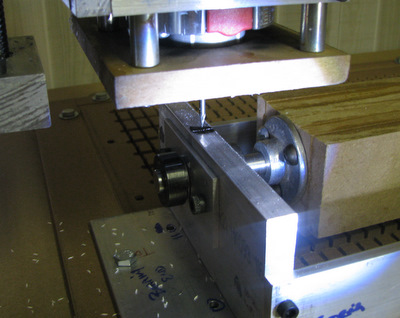 |
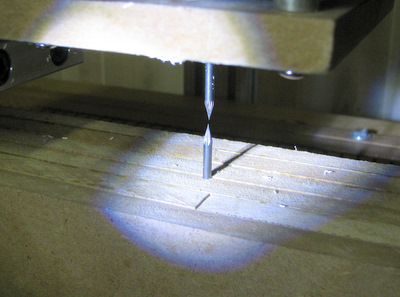
 checking and setting Y=0 |
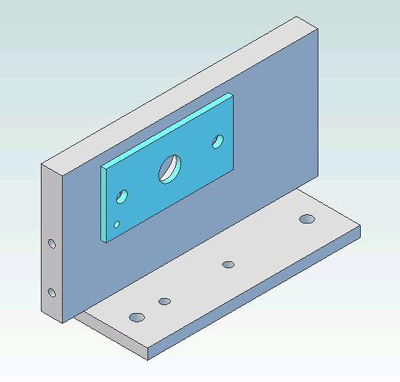
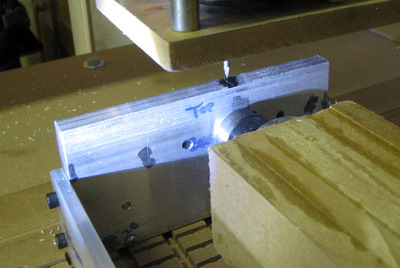
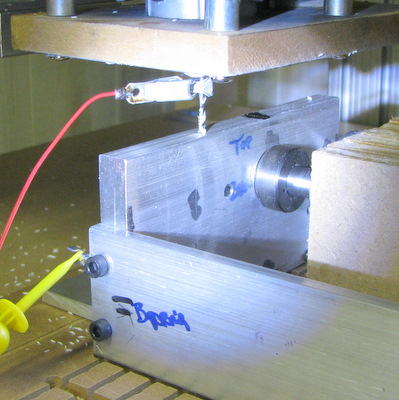
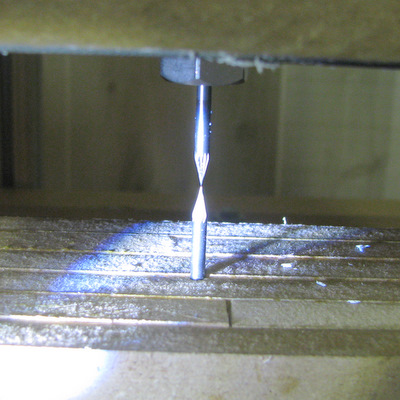
 Above: Alignment mark on the 3700 end Right: setting Z based on tailstock height |
 |
 |
 |
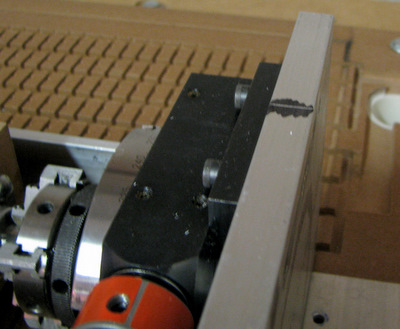
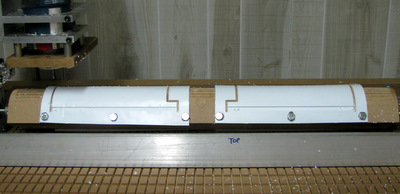 Above and Right: bent plastic sheet being machined. |
 |
| Home |